



Products
 high efficiency heavy cutting milling cutter")
 high efficiency heavy cutting milling cutter")
 high efficiency heavy cutting milling cutter")
 high efficiency heavy cutting milling cutter")
 high efficiency heavy cutting milling cutter")
 high efficiency heavy cutting milling cutter")
NX series stainless steel (steel) high efficiency heavy cutting milling cutter
Below HRC55 °
Product Characteristics:It is suitable for large cutting, high feed side milling and grooving of general steel parts, stainless steel, titaniumalloy, superalloy and kovar alloy.
Product Details
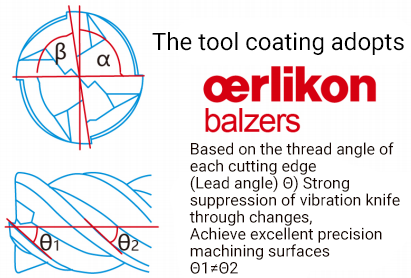
α ≠ β, Unequal edge designLarge unequal design, in the suppression of tool vibration; high efficiency cutting at the same time to improve the finish of the processing surface.
θ1 #θ2 Unequal lead designThe lead angle of each cutting edge changes to suppress knife vibration; to achieve excellent finishing surface.
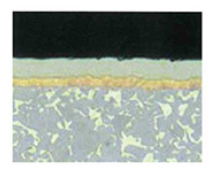
The latest research and development of multi-layer coating designThe newly developed AICrNJI-based multilayer coating, wear-resistant layer and heat-resistant layer of fine-grained cemented carbide substrate have good wear resistance, thermal stability and smoothness, and are suitable for high-temperature alloys, stainless steel and other difficult-to-process materials.
|
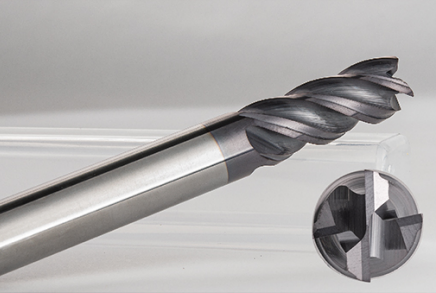
Cutting edge smooth treatmentSpecially designed for high-temperature alloy cutting edge smooth treatment, greatly reducing the friction between the milling cutter and iron filings, improve processing efficiency and life.
|


Product Model
| Blade diameter (d) | Blade length (I) | Shank diameter (D) | Total length (1) | Blade number (F) |
| 1 | 3 | 4 | 50 | 4 |
| 1.5 | 3.5 | 4 | 50 | 4 |
| 2 | 5 | 4 | 50 | 4 |
| 2.5 | 6 | 4 | 50 | 4 |
| 3 | 8 | 4 | 50 | 4 |
| 3 | 9 | 6 | 50 | 4 |
| 3.5 | 10 | 4 | 50 | 4 |
| 4 | 10 | 4 | 50 | 4 |
| 4 | 12 | 4 | 75 | 4 |
| 4 | 16 | 4 | 100 | 4 |
| D4R0.1 | 10 | 4 | 50 | 4 |
| D4R0.2 | 10 | 4 | 50 | 4 |
| 4R0.5 | 10 | 4 | 50 | 4 |
| 4R1 | 10 | 4 | 50 | 4 |
| 4 | 11 | 6 | 50 | 4 |
| 5 | 13 | 6 | 50 | 4 |
| 5 | 20 | 5 | 75 | 4 |
| 5 | 25 | 5 | 100 | 4 |
| 5R0.2 | 13 | 6 | 50 | 4 |
| 6 | 15 | 6 | 50 | 4 |
| 6 | 18 | 6 | 50 | 4 |
| 6 | 24 | 6 | 75 | 4 |
| 6 | 30 | 6 | 100 | 4 |
| 6R0.2 | 15 | 6 | 50 | 4 |
| 6R0.5 | 15 | 6 | 50 | 4 |
| 6R1 | 15 | 6 | 50 | 4 |
| 8 | 20 | 8 | 60 | 4 |
| 8 | 24 | 8 | 60 | 4 |
| 8 | 30 | 8 | 75 | 4 |
| 8 | 35 | 8 | 100 | 4 |
| 8R0.5 | 20 | 8 | 60 | 4 |
| 8R1 | 20 | 8 | 60 | 4 |
| 10 | 25 | 10 | 75 | 4 |
| 10 | 30 | 10 | 75 | 4 |
| 10 | 40 | 10 | 100 | 4 |
| 10R0.5 | 25 | 10 | 75 | 4 |
| 10R1 | 25 | 10 | 75 | 4 |
| 12 | 30 | 12 | 75 | 4 |
| 12 | 36 | 12 | 75 | 4 |
| 12 | 45 | 12 | 100 | 4 |
| 12R0.5 | 30 | 12 | 75 | 4 |
| 12R1 | 30 | 12 | 75 | 4 |
| 14 | 40 | 14 | 100 | 4 |
| 16 | 45 | 16 | 100 | 4 |
| 20 | 45 | 20 | 100 | 4 |
Support non-standard specification customization
Recommended reference cutting parameters
Recommended cutting conditions side cuttingAccording to the four elements of processing conditions: Machine tool rigidity, fixture firmness, tool holding force, Under the condition of excellent chip removal, choose reasonable processing parameters cutting parameters finishing, Cutting speed can be appropriately reduced |
 |
| Processing material | Carbon steel, alloy steel, mild steel | Pre-hardened die steel, alloy steel, alloy tool steel | Ferritic stainless steel, austenitic stainless steel, titanium alloy, Kovar alloy | |||||||||
| A3, 45 steel, 40Mn, 40Cr, 40CrMo, 20CrMnTi, etc |
NAK80、718H、SDK、P20、 30CrMnSiA, Cr12, etc. |
201、304、430、316L、 TC4、TC6、4J29 |
||||||||||
| Outer diameter D (mm) | Number of revolutions S (min) | Feed speed F (mm/min) | Cutting depth ap (mm) | Cutting width AE (mm) | Number of revolutions S (min) | Feed speed F (mm/min) | Cutting depth ap (mm) | Cutting width AE (mm) | Number of revolutions S (min) | Feed speed F (mm/min) | Cutting depth ap (mm) | Cutting width AE (mm) |
| 1 | 8000 | 1500 | 2 | 0.1 | 8000 | 1000 | 2 | 0.1 | 8000 | 800 | 2 | 0.05 |
| 2 | 8000 | 1500 | 4 | 0.1 | 8000 | 1000 | 4 | 0.1 | 8000 | 800 | 4 | 0.1 |
| 3 | 8000 | 1500 | 5 | 0.3 | 6000 | 1000 | 5 | 0.2 | 6000 | 800 | 5 | 0.2 |
| 4 | 8000 | 1500 | 8 | 0.4 | 6000 | 1000 | 8 | 0.2 | 5000 | 800 | 8 | 0.2 |
| 5 | 6000 | 1500 | 10 | 1.0 | 5000 | 1000 | 10 | 0.3 | 4500 | 1200 | 10 | 0.3 |
| 6 | 6000 | 1500 | 10 | 1.0 | 5000 | 1000 | 10 | 0.3 | 4500 | 1200 | 10 | 0.3 |
| 8 | 4000 | 1500 | 15 | 1.5 | 5000 | 1200 | 15 | 0.4 | 3300 | 2500 | 15 | 0.4 |
| 10 | 3500 | 1500 | 20 | 2.0 | 3000 | 1200 | 20 | 0.5 | 3000 | 2500 | 20 | 0.5 |
| 12 | 3000 | 1200 | 25 | 2.0 | 2500 | 1200 | 25 | 0.6 | 2800 | 2500 | 25 | 0.6 |
| 16 | 2000 | 1200 | 30 | 3.0 | 2000 | 800 | 30 | 0.8 | 1700 | 1000 | 30 | 0.8 |
| 20 | 2000 | 1200 | 40 | 4.0 | 2000 | 800 | 40 | 1 | 1700 | 800 | 40 | 1 |
| Depth of cut datum | 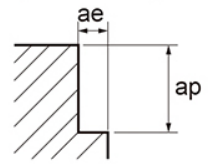 |
|||||||||||
Processing case one (side edge rough machining) steel
| Using tools | NX-D12*30*75*4T |
| Processing materials | 42CrMo(HB180-220) |
| Processing mode | Side milling |
| Cutting speed | 128m/min(3400min-1) |
| Feed speed | 885mm/min(0.065mm/Fz) |
| Cutting depth | Ap=18mm Ae=2.4mm |
| Cooling mode | Water-soluble cutting fluid |
| Use of machine tools | Vertical machining center (BT50) |
Processing case two (side edge roughing) stainless steel
| Using tools | NX-D12*30*75*4T |
| Processing materials | SUS304 |
| Processing mode | Side milling |
| Cutting speed | 110m/min(2915min-1) |
| Feed speed | 636mm/min(0.0545mm/Fz) |
| Cutting depth | Ap=18mm Ae=2.4mm |
| Cooling mode | Water-soluble cutting fluid |
| Use of machine tools | Vertical machining center (BT50) |
Keywords: NX series stainless steel (steel) high efficiency heavy cutting milling cutter
Online Message



Contact Information
Tel: +86-18861298766
E-mail: jeni@vellfire-tools.com
Whatsapp:8618861298766
Address: No. 156, Nanxi Road, Xinbei District, Changzhou City (Wilfa Recutting Milling Cutter and High Efficiency Drill Wholesale)




Copyright© 2023 Jiangsu Vellfire Precision Alloy Co., Ltd. All Rights Reserved