



News
How much do you know about thread milling cutters?
Release time:
2025/08/20
01 Processing stability

When machining difficult-to-machine materials such as titanium alloys, high-temperature alloys, and high-hardness materials, excessive cutting forces often cause taps to twist or even break in the part. When machining long-chip materials, poor chip evacuation can cause chips to entangle the tap or clog the orifice, often leading to tap chipping or breakage in the part. Removing a broken tap is not only time-consuming and labor-intensive, but can also damage the part. To solve this problem, a thread milling cutter can be used. Because a thread milling cutter gradually penetrates the material, it generates minimal cutting force, rarely causing breakage, and the chips are powdery. Even if a cutter does break, the cutter's diameter is much smaller than the threaded hole, allowing for easy removal without damaging the part.
02 Diversified Materials Excellent cutting conditions allow thread milling cutters to process a wide range of materials, even hardened steels such as HRC 65°, titanium alloys, and nickel-based alloys. When machining difficult-to-machine materials, thread milling provides a convenient way to create threads that would otherwise be difficult to produce using tapping.
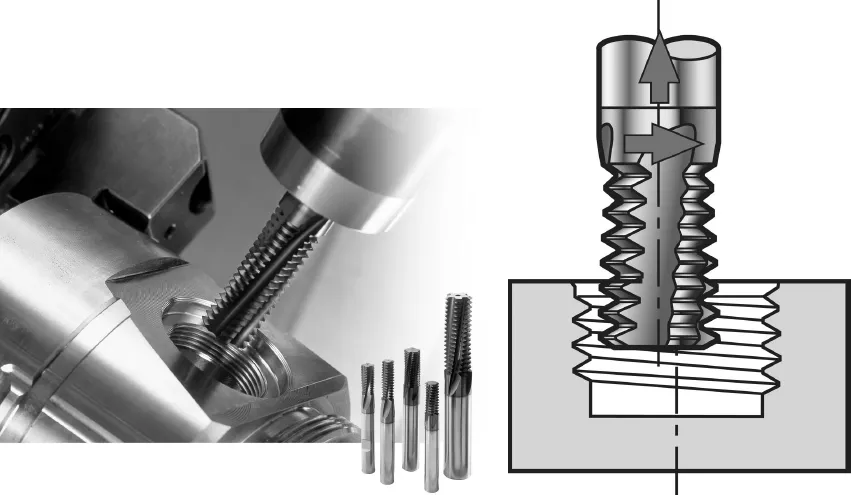
03 High thread processing precision Thread milling typically achieves high-speed, high-efficiency cutting, resulting in powdery chips with no entanglement. Consequently, both machining accuracy and surface finish are significantly superior to other thread milling methods. Because thread milling utilizes high-speed tool rotation and spindle interpolation to produce internal threads, chip removal is convenient. Thread milling involves chip breaking, resulting in short chips. Furthermore, the larger tool diameter than thread milling can avoid the swivel line caused by tap reversal (which is not permitted in applications with stringent sealing requirements).Because the original milling cutter has no rotation line, while taps cannot avoid it, chip sticking is less likely to occur. While chip sticking is more common with soft materials, threading requires low machine power. Because thread milling involves chip breaking, the tool is in partial contact, resulting in low cutting forces and easy handling of tap tool breakage.
04 Wide Applications The same tool can be used for both right-hand and left-hand threading. As long as the pitch is the same, threads of different diameters can be produced with the same tool. The same thread milling cutter can be used for both blind and through holes. For thread sizes W, BSPT, PG, NPT, NPTF, and NPSF, the same thread milling cutter can be used for both external and internal threads. PS: In our daily work, we encounter a variety of thread sizes. We will provide a summary of taps that work well with various thread types later. Stay tuned.
05 Advantages of Blind Hole Processing
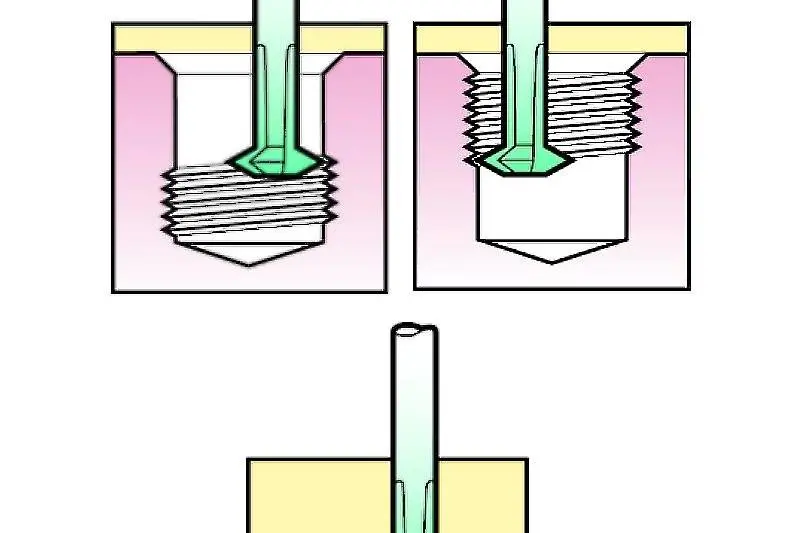
Machining blind holes: When thread milling, you get a complete thread profile all the way to the bottom of the hole. With tapping, you need to drill deeper because the tap doesn't form a complete thread profile until the third thread. Therefore, with a thread mill, you don't have to worry about changing the structure to deepen the hole.
06 Reducing machine tool spindle wear
Compared with thread processing using taps, thread milling does not require the spindle to stop and reverse when it reaches the bottom, which greatly improves the service life of the machine tool spindle.
07 High Processing Efficiency High Processing Efficiency: High efficiency is a challenge in high-volume thread machining due to the limited cutting speed of taps and the need to reverse and retract the tool after threading. However, using a thread milling cutter not only offers high cutting speeds, but its multi-flute design increases the number of cutting edges, making it easy to increase feed rates, significantly improving machining efficiency. When machining long threads, inserts with longer cutting edges can be used to reduce the axial feed distance (effectively shortening the thread) to further enhance machining efficiency.
08 Deburring Effect
Some brands of thread milling cutters can complete threading and deburring in one cut, eliminating the need to spend extra time on deburring and saving labor costs.
09 Low processing costs
Thread milling cutters are flexible and can be used in a variety of applications. For example, the same thread milling cutter can be used to produce both left-hand and right-hand threads, as well as both external and internal threads. All this requires only a simple adjustment of the interpolation program. For tap machining, if a part has multiple threaded holes of different diameters but the same pitch, taps of different diameters are required.This not only requires a large number of taps but also increases tool change time. However, using a thread milling cutter, because it utilizes helical interpolation, allows the production of threads of all diameters simply by changing the machining program, significantly saving tool costs and tool change time. To ensure thread accuracy, different tap types are required for different materials. However, using a thread milling cutter eliminates this limitation. The same thread milling cutter can process most materials and produce threads with high precision, significantly reducing tool costs.When producing threads close to the bottom of a blind hole, it's difficult to achieve a complete thread at the bottom using a tap. Furthermore, there's a chance that the tool will continue to move forward a short distance (floating tapping) while the tap stops and prepares to reverse and retract, which can easily cause the tap to break. Using a thread milling cutter avoids this problem—the cutter is smaller than the hole, eliminating the need for reverse retraction, and the complete thread form remains at the tool tip. This allows for a complete and precise thread depth! In some machining operations, thread milling can help solve many problems.For example, threading large, non-circular parts on a lathe requires complex clamping and balancing to avoid vibration. In this case, machining on a machining center can help, where the part remains stationary while the thread milling cutter rotates, thus avoiding balancing issues. Another example is when machining intermittent threads, where vibration and shock can significantly impact the insert and easily cause cracks. Using a thread milling cutter, however, allows the cutter to gradually penetrate the material at the discontinuity, thus avoiding significant impact and extending tool life.
keywords
Latest News
Contact Information
Tel: +86-18861298766
E-mail: jeni@vellfire-tools.com
Whatsapp:8618861298766
Address: No. 156, Nanxi Road, Xinbei District, Changzhou City (Wilfa Recutting Milling Cutter and High Efficiency Drill Wholesale)




Copyright© 2023 Jiangsu Vellfire Precision Alloy Co., Ltd. All Rights Reserved
Business license